БЁБкЙмРрЙЄМўГЕЯГМаОпЩшМЦ
БЁБкЙмРрЙЄМўГЕЯГМаОпЩшМЦ

Ъ§ПиБрГЬЁЂГЕЯГИДКЯЁЂЦеГЕМгЙЄЁЂMastercamЁЂаавЕЧАбиЁЂЛњаЕЪгЦЕЃЌЩњВњЙЄвеЁЂМгЙЄжааФЁЂФЃОпЁЂЪ§ПиЕШЧАбизЪбЖдкетРяЕШФуХЖ
дкЪЕМЪЩњВњЙ§ГЬжаЃЌОГЃЛсгіЕНМгЙЄИїжжВЛЭЌаЮзДГпДчЕФБЁБкЙмМўЃЌдкМгЙЄЙ§ГЬШнвзБфаЮЁЃШчКЮЗРжЙЦфБфаЮЃЌДгЖјДяЕНСуМўЭМжНвЊЧѓКЭЮШЖЈадвЊЧѓЕФЗНЗЈЕФЬНЫїЪЧЗЧГЃБивЊЕФЁЃБЁБкМўЕФМгЙЄЪЧГЕЯїКЭЯГЯњжаБШНЯМЌЪжЕФЮЪЬтЃЌдвђЪЧБЁБкМўИеадВюЃЌЧПЖШШѕЃЌдкМгЙЄжаМЋШнвзБфаЮЃЌЪЙСуМўЕФаЮЮЛЮѓВюдіДѓЃЌВЛвзБЃжЄСуМўЕФМгЙЄжЪСПЁЃ
1 гАЯьБЁБкЙмРрЙЄМўМгЙЄОЋЖШЕФжївЊвђЫига
1.1ЪмСІвзБфаЮЁЃБЁБкЙЄМўдкМаНєСІЕФзїгУЯТШнвзВњЩњБфаЮЁЃДгЖјгАЯьЙЄМўЕФГпДчОЋЖШКЭаЮзДОЋЖШЁЃЕБВЩгУШ§зІПЈХЬМаНєЙЄМўЭтдВМгЙЄЙЄМўФкПзЪБЃЌдкМаНєСІЕФзїгУЯТЃЌЭтдВЛсТдЮЂБфГЩШ§НЧаЮЁЃЫфШЛМгЙЄКѓЕУЕНЕФЪЧвЛИідВжљПзЃЌЕЋЪЧЕБЫЩПЊПЈзІШЁЯТЙЄМўКѓЃЌгЩгкЕЏадЛжИДЃЌЭтдВЛжИДГЩдВжљаЮЃЌЖјФкПздђБфГЩЛЁаЮЁЂШ§НЧаЮЁЃ
1.2ЪмШШвзБфаЮЁЃЧаЯїШШЛсв§Ц№ЙЄМўШШБфаЮЃЌДгЖјЪЙЙЄМўГпДчФбвдПижЦЁЃЖдгкЯпХђеЭЯЕЪ§НЯДѓЕФН№ЪєБЁБкЙЄМўЃЌгЩЧаЯїШШв§Ц№ЙЄМўЕФШШБфаЮЃЌЛсЖдЦфГпДчОЋЖШВњЩњМЋДѓгАЯьЁЃ
1.3еёЖЏвзБфаЮЁЃдкЧаЯїСІЕФзїгУЯТЃЌгЩгкЙЄМўОЖЯђЗжСІЛсЪЙЙЄМўВњЩњЭфЧњБфаЮКЭЙЄМўЭтБэУцШчгаЙЕВлЖЯУцЕШЬиеїЪБЃЌЕЖОпЧаЯїЪБЛсЪмСІВЛОљдШЃЌШнвзВњЩњеёЖЏЃЌгАЯьЙЄМўЕФГпДчЃЌаЮзДЁЂЮЛжУОЋЖШКЭБэУцДжВкЖШЁЃ
2 МѕЩйКЭЗРжЙБЁБкМўМгЙЄБфаЮЕФЗНЗЈ
2.1 гІВЩгУжсЯђМаНєМаОпЁЃГЕЯГБЁБкЙЄМўЪБЃЌОЁСПВЛЪЙгУОЖЯђМаНєЃЌЖјгХЯШбЁгУжсЯђМаНєЗНЗЈЁЃЙЄМўППжсЯђМаНєЬзЃЈТнЮЦЬзЃЉЕФЖЫУцЪЕЯжжсЯђМаНєЃЌгЩгкМаНєСІбиЙЄМўжсЯђЗжВМЃЌЖјЙЄМўжсЯђИеЖШДѓЃЌВЛвзВњЩњМаНєБфаЮЁЃ
2.2 діМгзАМаНгДЅУцЁЃВЩгУПЊЗьЬзЭВЛђвЛаЉЬижЦЕФШэзІЁЃЪЙНгДЅУцдіДѓЃЌШУМаНєСІОљВМдкЙЄМўЩЯЃЌДгЖјЪЙЙЄМўМаНєЪБВЛвзВњЩњОжВПБфаЮЁЃ
2.3 КЯРэбЁгУЕЖОпЕФМИКЮВЮЪ§КЭЧаЯїгУСПВЮЪ§ЁЃзмжЎОЭЪЧвЊНЕЕЭЧаЯїЪБВњЩњЕФЧаЯїСІКЭЧаЯїШШЁЃ
2.4 ГфЗжННзЂЧаЯївКЁЃЧаЯїЪБЛсгаДѓВПЗжШШМЏжадкЧааМКЭЕЖМтЩЯЃЌЧаЯївКОпгаРфШДЁЂШѓЛЌЁЂХХаМЁЂЗРатЙІФмЁЃЭЈЙ§ГфЗжННзЂЧаЯївКЃЌПЩвдгааЇЕФРфШДНЕЕЭЧаЯїЮТЖШЃЌМѕЩйЙЄМўШШБфаЮЁЃ
2.5 діМгЙЄвеРпЁЃгааЉБЁБкЙЄМўдкЦфзАМаВПЮЛЬижЦМИИљЙЄвеРпЃЌвддіЧПДЫДІИеадЃЌЪЙМаНєСІзїгУдкЙЄвеРпЩЯЃЌвдМѕЩйЙЄМўЕФБфаЮЃЌМгЙЄЭъБЯКѓЃЌдйШЅЕєЙЄвеРпЁЃ
3 еыЖдФГБЁБкМўВњЦЗНјааЫЕУїЃЌЪЙЙЄМўжсЯђЪмСІЕФГЕЯГМаОпЩшМЦМАаЇЙћ
3.1 ИУБЁБкМўФбЕуЗжЮі
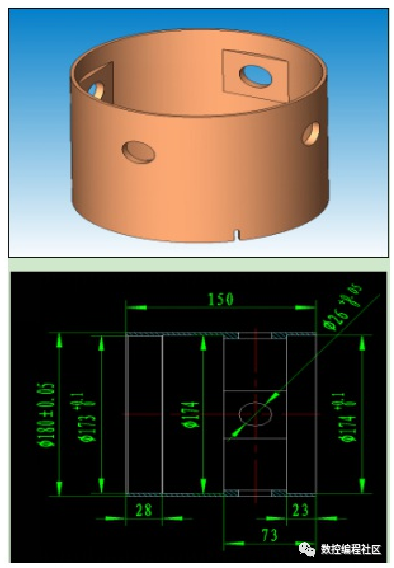
ШчЯТЭМВФСЯгВТС2A12T4ЃЌЪЙгУПеаФдВжљУЋХїСЯЃЌФкЧЛашвЊЯГГіЫФИіЗНУцЃЌЭтВрБкга4ИіжБОЖІЕ26ЕФДѓПзЃЌКЭвЛаЉзАХфЪБЕФТнЖЄЙ§ПзЁЂТнЮЦПзЃЌзюДѓЭтдВжБОЖ180mmе§ИК0.05mmЃЌзюаЁБкКё3mmЃЌБЃжЄдВЖШЩЯБфаЮСПаЁгкЕШгк0.15mmЁЃЙЄМўГ§СЫМгЙЄБЁБкМўвзБфадЕФФбЕуЭтЃЌЛЙвЊМгЙЄФкЫФЗНУцЃЌЭтдВжмЩЯЕФПзЃЌДгЖјЛсЪЙЙЄМўБкКёВЛОљдШВЛЖдГЦЃЌгждіДѓСЫБфаЮСПЁЃЮЊСЫБЃжЄФкЫФЗНУцгыФкЧЛКЭЭтдВЬиеїЕФЮЛжУОЋЖШЃЌЫљвдЛЙвЊЧѓзМШЗЖЈЮЛеве§ЁЃ
3.2 ИФНјЧАЙЄвеТЗЯпШчЯТ
ЃЈ1ЃЉГЕДВШ§зІЗДГЦФкдВДжГЕЭтдВЃЌШЛКѓзАМаЭтдВГЕФкдВЁЃФкЭтдВЕЅБпСє1mmгрСП
ЃЈ2ЃЉМгЙЄжааФ ДжЯГФкЧЛаЮзДЕЅБпСє1mmгрСПЃЌеве§ФкЗНПЊДж4ИіІЕ26ДѓПзЕЅБпСє2mmгрСП
ЃЈ3ЃЉШЅгІСІЮШЖЈЛЏДІРэ
ЃЈ4ЃЉГЕДВ ЖўДЮПЊДжФкЬЈНздВЕЅБп0.5mmгрСПЃЌЭтдВЕЅБп0.5mmгрСП
ЃЈ5ЃЉМгЙЄжааФ ЖўДЮПЊДжФкЧЛаЮзДЕЅБп0.5mm
ЃЈ6ЃЉЮШЖЈЛЏДІРэ
ЃЈ7ЃЉГЕДВ ЦНСНЖЫУцЕНГпДчЃЌАыОЋГЕФкдВЃЌОЋГЕФкдВЕНГпДч
ЃЈ8ЃЉМгЙЄжааФ ОЋЯГФкЧЛаЮзДЕНГпДч
ЃЈ9ЃЉГЕДВ ОЋГЕЭтдВЕНГпДч
ЃЈ10ЃЉМгЙЄжааФ ОЋЯГЭтВрЫљгаПзВлаЮзД
3.3 ИФНјЧАжївЊМгЙЄЗНЗЈМАДцдкЕФЮЪЬт
ЃЈ1ЃЉДжОЋЯГФкЧЛаЮзДЪБгУЕФМаОпЪЧвЛИіПЊЗьЬзЭВЭтЬЅЃЌгУШ§зІПЈХЬМаНєЙЬЖЈЃЌетбљзАМаЪБОЭЛсЪЙЙЄМўБОЩэОЖЯђЪмСІЃЌЙЄМўБЁБкЛсЪЙЙЄМўБОЩэОЭДІдквЛИіБфаЮЕФзДЬЌЯТЃЌДѓИХГЩШ§НЧаЮзДЃЌвђЮЊетжжзАМаЛсЪЙЙЄМўБфаЮСПДѓЫљвдВЩШЁСЫСєЕЅБпСє2mmгрСПЗжСНДЮДжЯГЃЌСНДЮЪБаЇЃЌЕквЛДЮДжМгЙЄЪБжївЊШЅДѓСПЪЭЗХгІСІЃЌМаНєСІЩдДѓаЉЃЌЖўДЮПЊДжЪБМаНєСІЩдаЁвЛаЉЁЃ
етбљМгЙЄЪБЛсГіЯжЕФЯжЯѓЃКЙЄМўПЊДжЙ§ГЬжаБкЛсж№НЅБфБЁЃЌЙЄМўИеадж№НЅНЕЕЭЃЌБфаЮСПЛсж№НЅдіДѓЃЌЙЄМўБЛМаБтМаНєСІЛсж№НЅМѕаЁЃЌЫљвдЙЄМўЛсж№НЅВњЩњЫЩЖЏЯжЯѓЃЌЛсЪЙЙЄМўМгЙЄЪБЯђЩЯЧЬЛђзЊЖЏЁЃОЋЯГЪБгЩгкЮЊСЫЗРжЙМаНєБфаЮЫљвдМаНєСІОЁСПаЁетбљЧаЯїгУСПОЭвВвЊЯргІМѕаЁЃЌЩњВњжмЦкОЭЛсбгГЄЁЃ
ЃЈ2ЃЉДжОЋГЕФкЧЛЪБгУЕФЬижЪЛЦЭШэзІЃЌМаНєЭтдВГЕФкдВЃЌЭЌЩЯдРэетбљЛсЪЙЙЄМўзАМаЪБОЭБфаЮЪмСІЃЌМДЪЙФуВЛМгЙЄЃЌЖдетБЁБкЙЄМўвЛНєвЛЫЩвВЛсЪЙЙЄМўБфаЮЃЌдйМгЩЯЙЄМўБОЩэашвЊМгЙЄздЩэЛсЮќЪеЧаЯїШШЃЌЪЭЗХгІСІЃЌетБфаЮСПВЛКУПижЦЁЃ
ОЋГЕЭтдВЪБВЩгУСНЭЗЖЅЃЌСНЖЫМаНєСІППГЕДВЮВзљЛюЖЅМтЖЅзЁЛёЕУЁЃСНИіЬЅОпЗжБ№гыЙЄМўзѓгвСНФкдВгыЖЫУцХфКЯППНєШЛКѓОЋГЕЭтдВЁЃДцдкЕФЮЪЬтЃЌОЋГЕФкдВЪББфаЮСПУЛгаПижЦзЁЃЌОЋГЕЭтдВЪБППСНИіЬЅОпАбФкдВГХдВСЫЃЌШЛКѓГЕЭтдВЃЌДЫЪБЭтдВдВЬјЖЏЭЌжсЖШУЛЮЪЬтЃЌПЩЪЧЕБаЖЯТЙЄМўЪБЃЌОЭЛсгжБфЛидзДЃЌвђЮЊгжЪмЕНСЫЧаЯїСІКЭЧаЯїШШЕФзїгУЃЌБфаЮСПЛЙЛсНјвЛВНМгДѓЁЃетбљМгЙЄжЛЪЧБЃжЄСЫБкКёОљдШЃЌЕЋБфаЮСПВЛФмЮШЖЈПижЦЁЃ
ЃЈ3ЃЉзюКѓОЋЯГЭтВрПзКЭВлЪБВЩгУСНЭЗЖЅЃЌСНЖЫЕФМаНєСІЪЧППжаМфгУТнЫЈНєЙЬЛёЕУЃЌЬЅОпвЛЖЫгыЛизЊЬЈжсаФеве§МаНєЙЬЖЈЃЌвЛЖЫПЩВ№аЖгыЙЄМўЖЫУцХфКЯЃЌжаМфгУM16ТнЫЈНєЙЬБЃжЄЙЄМўМгЙЄЪБВЛЛсзЊЖЏЃЌЩшБИгУМгЙЄжааФЫФжсЁЃетбљМгЙЄЪБжаМфаќПеБкБЁИеадВЛКУЃЌДђПзЪБЛсЩЯЯТВќЖЏЁЃМгЙЄЭтаЮУцЬиеїЪБЛЙвЊБЃжЄгыФкЧЛЫФЗНаЮзДЮЛжУЙиЯЕЃЌВЛвзеве§ЁЃ
3.4ИФНјКѓЙЄвеТЗЯпЗжЮі
ЃЈ1ЃЉГЕДВШ§зІЗДГХФкдВДжГЕЭтдВЃЌШЛКѓзАМаЭтдВДжГЕФкдВ
ЃЈ2ЃЉМгЙЄжааФ ДжЯГФкЧЛЫФЗНЃЌДжЯГ4ИіДѓПзЕЅБпСє1mmгрСП
ЃЈ3ЃЉШЅгІСІЮШЖЈЛЏДІРэ
ЃЈ4ЃЉГЕДВ ЦНСНЖЫУцЃЌЭтдВЕЅБпСє0.5mmгрСПЃЌАыОЋГЕФкдВ
ЃЈ5ЃЉШЅгІСІЮШЖЈЛЏДІРэ
ЃЈ6ЃЉГЕДВ ОЋГЕСНЖЫУцКЭФкдВЕНГпДч
ЃЈ7ЃЉМгЙЄжааФ ОЋЯГФкЧЛаЮзД
ЃЈ8ЃЉГЕДВ ОЋГЕЭтдВБЃжЄдВЬјЖЏКЭГпДчвЊЧѓ
ЃЈ9ЃЉМгЙЄжааФ ОЋЯГЭтВрЫљгааЮзД
3.5ИФНјКѓжївЊМгЙЄЗНЗЈМАДяЕНЕФаЇЙћЁЃ
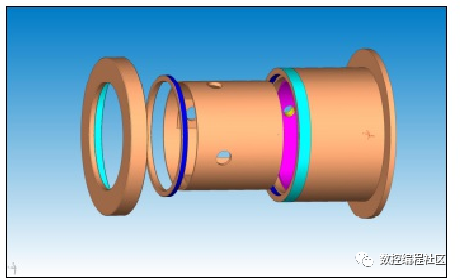
3.5.1ДжЯГФкЧЛЫФЗНЪБКЭИФНјЧАУЛЧјБ№гУПЊЗьЬзЭВЬЅЬззЁЭтдВЃЌШ§зІМаНєЬЅОпЯГФкЗНЃЌДжЯГЭтВрПзЪБгУЬижЪДѓШэзІМаНєЙЄМўгвЖЫЭтдВЃЌДгЙЄМўзѓЖЫеве§ФкЫФЗНЃЌПЊДждВПзЁЃОЋЯГФкЧЛЪБВЩгУСЫШчЯТЭМ2ЁЂЭМ3ЬЅОпЃЌЭМ2ЮЊЬЅОпжїЬхЁЃ
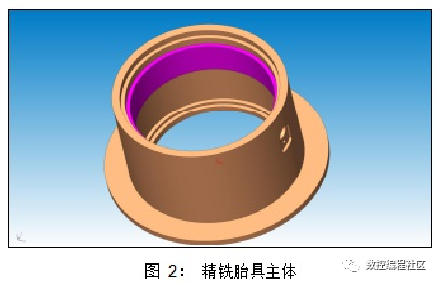
ЭМ3
зЂЃК1ЁЂТна§ИЧЁЊгыЬЅОпжїЬхЩЯЖЫЧГРЖЩЋВПЗжТнЮЦХфКЯЦ№ЕННєЙЬбЙНєЙЄМўЩЯЖЫЕФзїгУЃЌТна§ИЧЭЈПзжБОЖБШЙЄМўФкПзжБОЖДѓ2mmЃЌЙЄМўБкКё3mmЪЙЕУбЙНєНгДЅУцПэЖШ2mmЃЌЭЌЪБгжВЛгАЯьЕЖОпЧаЯїЙЄМўФкЧЛаЮзД
2ЁЂЩЯжЇГХЛЗЁЊжЇГХЛЗЭтВрБкРЖЩЋВПЗжгыЬЅОпжїЬхЩЯБпРЖЩЋВПЗжХфКЯЃЌФкВрБкгыЙЄМўЭтдВХфКЯЦ№ЕНЕВзЁЙЄМўЩЯЖЫзѓгвЧАКѓВЛЛЮЖЏКЭЖЈЮЛЕФзїгУБЃжЄУПДЮзАМаЪЙЙЄМўЛизЊжааФдкЭЌвЛИіЮЛжУ
3ЁЂвЊМгЙЄЕФЙЄМў
4ЁЂЬЅОпжїЬхШчЭМ
3ЁЊЬЅОпжїЬхФкВрЯТЖЫга15mmЩювЛИіЬЈНздВгыЙЄМўЕзЖЫЭтдВХфКЯЃЌжаМфзЯЩЋВПЗжЮЊКкЩЋЯ№НКВФСЯгыашвЊЯГЯїВПЗжЭтБкМфЯЖХфКЯЦ№ЕНЗРе№ЗРВќЕФзїгУЁЃ
5ЁЂаЁЕВПщ
ЁЊДЫВПМўЪЧетЬзЬЅОпЛСњЕуОІжЎДІЃЌЫќгыЬЅОпжїЬхЭтВрБкВлПзХфКЯЃЌЩьНјВПЗжгыЙЄМўІЕ26дВФкБкНгДЅЕВзЁЙЄМўЃЌЭЌЪБФмЦ№ЕНЖЈЮЛеве§КЭЯожЦЙЄМўЫГЪБеыа§зЊЕФзїгУЃЌвђЮЊЕЖОпЫГЪБеыа§зЊЛсЦШЪЙЙЄМўВњЩњЫГЪБеыа§зЊЕФСІЁЃЕВПщЩЯЕФТнЖЄЙ§ПзКЭЬЅОпжїЬхЩЯЕФТнЮЦПзНєЙЬБЃжЄМгЙЄЪБЕВПщВЛЛсеёЖЏЕєТфЁЃаЁЕВПщгыЙЄМўІЕ26дВФкБкХфКЯаЮЪНШчЯТЭМ4ЁЃ
ЭМ4
ДяЕНЕФаЇЙћ
етЬзЬЅОпжЛашвЊТна§ИЧКмаЁЕФжсЯђМгНєСІЃЌОЭФмЭъШЋЯожЦзЁЙЄМўЕФ6ИіздгЩЖШЃЌДяЕНСЫЙЄМўВЛЛсЪмЕНОЖЯђСІЖјБфаЮЕФФПЕФЃЌЖјЧвЛЙФмЙЛЭЈЙ§аЁЕВПщздЩэЃЌЪЕЯжЖЈЮЊеве§ЃЌаЁЕВПщДгжаЦ№ЕНСЫКмЙиМќЕФзїгУЁЃЖјЧвЙЄМўдкЬЅОпФкЩЯгажЇГХЛЗХфКЯЖЈЮЛЃЌжаМфгаКкЩЋЯ№НКЗРе№ЗРВќЁЂЯТга15mmЩюЬЈНздВХфКЯЖЈЮЛЃЌЯЕЭГИеадЧПЃЌПЩвдДѓЗљЖШЬсИпЧаЯїВЮЪ§ЃЌЬсИпСЫЩњВњаЇТЪЃЌИФНјЧАБОЙЄађашвЊ30ЗжжгЃЌИФНјКѓМгЙЄЪБМф15ЗжжгЁЃетЬзЖјЧветЬзЬЅОпЛЙПЩвдКЭОЋГЕФкЧЛЪБЙВгУЃЌНЕЕЭСЫЩњВњГЩБОЁЃ
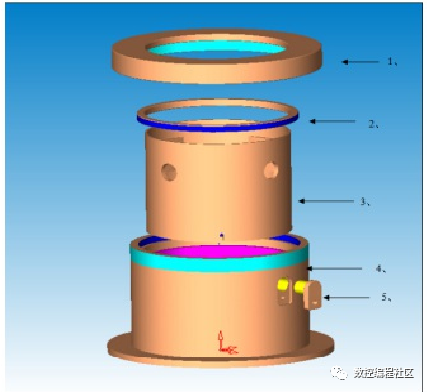
3.5.2ДжОЋГЕФкЧЛЪБЩшМЦЕФЬЅОпгыОЋЯГФкЧЛЫФЗНЪБдРэвЛбљЃЌжЛВЛЙ§ДЫЪБаЁЕВПщжЛЦ№ЕНСЫЯожЦЙЄМўа§зЊЕФаЇЙћШчЯТЭМ5
ЭМ5
ЙЄМўдкЙЄзАФкЪмЕНТна§ИЧЕФжсЯђМаНєСІЃЌВЛЛсЪЙЕУЙЄМўвђЮЊМаНєСІЖјБфаЮЃЌЙЄМўГЕЯїФкПзЪБМИКѕЭъШЋДІгкздгЩзДЬЌЯТЃЌГЕГіРДЕФПзЗћКЯММЪѕвЊЧѓЁЃУЛИФНјЧАОЋГЕЪБЮЊСЫМѕЩйОЖЯђМаНєСІВњЩњЕФБфаЮСПЃЌжЛФмМѕаЁМаНєСІНЕЕЭЧаЯїгУСПЁЃИФНјКѓВЛгУЕЃаФМаНєБфаЮЃЌЧаЯїгУСПЛЙПЩвдЬсИпЃЌДгЖјЬсИпСЫЩњВњаЇТЪ,ЃЌИФИФНјЧАБОЙЄађашвЊ35ЗжжгЃЌИФНјКѓМгЙЄЪБМф25ЗжжгЁЃ
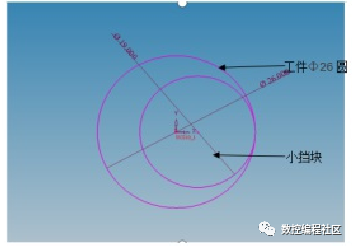
3.5.3ОЋЯГЭтВрБкПзЬЅОпШчЯТЭМ6
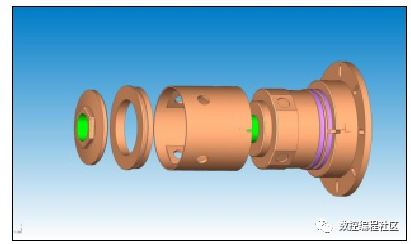
ЭМ6
ОЋЯГЭтдВВрБкЪБзХжиНщЩмзюгвБпЬЅОпжїЬхЃЌЬЅОпжїЬхгыЫФжсЛизЊХЬЙЬЖЈеве§ЃЌЬсЧАдкЬЅОпЩЯДђГіашвЊЕФЕзПзКЭНјЕЖВлЗРжЙЙЄМўМгЙЄЪБЕЖОпХіЕНЬЅОпЁЃЭОжаЧГзЯЩЋВПЗжгыЙЄМўгвЖЫУцФкПзХфКЯЃЌзѓВПЗжЫФЗНгыЙЄМўФкВПЫФЗНХфКЯЃЌЦ№ЕНЖЈЮЛеве§ЃЌЗРжЙЙЄМўа§зЊзїгУЃЌШЛКѓзАЩЯзѓЖЅИЧЃЌКЭзѓТна§ИЧНєЙЬКУЃЌвђЮЊЬЅОпЫФУцЦ№ЕНЖЈЮЛзїгУЃЌЫљвдВЛгУЕЃаФЙЄМўФкВрЫФЗНгыЭтВрПзВЛЖдГЦЁЃгЩгкЙЄМўЛсТдгаБфаЮЫљвдЬЅОпЫФЗНДІгыЙЄМўЫФЗНДІЮЊМфЯЖХфКЯДѓИХ0.03mmЃЌвдШЗБЃФмЧсЫЩВ№аЖЙЄМўЁЃвђЮЊгаМфЯЖЫљвдМгЙЄЪБПЩФмЛсТдгазЊЖЏЁЃЮЊСЫБмУтЙЄМўзЊЖЏЃЌМгЙЄЪБЯШМгЙЄГіЙЄМўгвЖЫУц4mmПэЖЈЮЛПЊПкВлЁЃжаМфДђСЫвЛИіM4ТнЮЦПзЁЃЯГГіЙЄМўПЊПкЖЈЮЛВлКѓдкТнЮЦЩЯНєЙЬЩЯЖЈЮЛЯњЃЌЖЈЮЛЯњЦ№ЕНЗРжЙЙЄМўзЊЖЏЁЃЖЈЮЛЯњвЛЖЫЮЊM4ЭтТнЮЦЃЌвЛЖЫЮЊжБОЖ4mmдВжљЯњЁЃШЛКѓдйЯГЯїЦфЫќВПЗжаЮзДПзЃЌетбљПЩвдгааЇЗРжЙЙЄМўдкМгЙЄЪБТдЮЂЕФзЊЖЏЃЌБЃжЄСЫЮЛжУОЋЖШвЊЧѓЁЃ
ДЫЬЅОпгыдЯШОЩЬЅОпЯрБШЃЌППЬЅОпЭтВрЫФЗНУцЖЈЮЛВЛгУеве§зМБИЪБМфЫѕЖЬКмЖрЃЌЯЕЭГИеадЬсИпЃЌМгЙЄЪБЙЄМўВЛЛсЩЯЯТзѓгвВќЖЏЃЌЫљвдЧаЯїВЮЪ§ПЩвдЬЇИпЃЌзмЕФМгЙЄЪБМфгЩдЯШЕФ55ЗжжгЫѕЖЬЕНСЫ35ЗжжгЁЃ
БОЮФЗжЯэзд Ъ§ПиБрГЬЩчЧј ЮЂаХЙЋжкКХЃЌЧАЭљВщПД
ШчгаЧжШЈЃЌЧыСЊЯЕ cloudcommunity@tencent.com ЩОГ§ЁЃ
БОЮФВЮгы?ЬкбЖдЦздУНЬхЗжЯэМЦЛЎ? ЃЌЛЖгШШАЎаДзїЕФФувЛЦ№ВЮгыЃЁ